但是放料電機線速度不能跟隨上卷針的線速度,引起材料帶的一張一弛運動。內(nèi)部張力的時大時小,表現(xiàn)為料帶的一張一弛,不僅引起了鋰電池電芯變形,而且大大降低了卷繞出來的電芯成品的整齊度,這也是方型鋰離子電池卷繞機成品率低下的主要原因。
為了控制張力,需要構(gòu)成張力控制系統(tǒng)。因為張力只能在兩個(或兩個以上)具有驅(qū)動(或制動)力矩的工藝設(shè)備間形成,所以張力控制系統(tǒng)是在兩個傳動控制系統(tǒng)基礎(chǔ)上構(gòu)成的。
其中一個傳動控制系統(tǒng)作為張力控制系統(tǒng)的速度基準(zhǔn),稱為速度基準(zhǔn)系統(tǒng),而另一個傳動控制系統(tǒng)按張力要求建立負(fù)載,形成張力,實質(zhì)是對速度基準(zhǔn)系統(tǒng)按要求張力進(jìn)行速度跟隨,稱為張力可控的速度跟隨系統(tǒng),
張力控制的任務(wù)一般多放在后一系統(tǒng)上,所以人們習(xí)慣地只將后者稱為張力控制系統(tǒng)。
鋰電池卷繞機張力控制系統(tǒng)的結(jié)構(gòu)
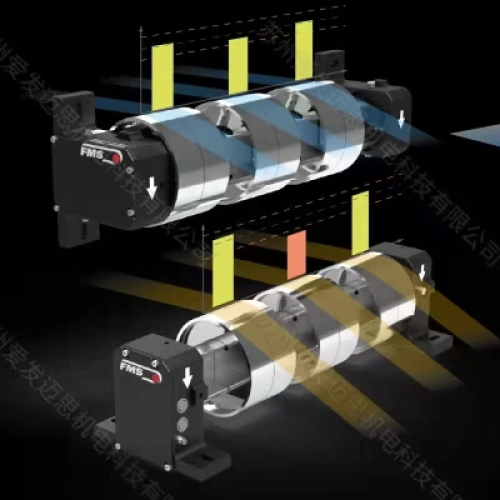
張力控制系統(tǒng)由放卷機構(gòu),收卷機構(gòu),張力檢測機構(gòu),線速度檢測機構(gòu)組成。鋰電池原材料通過放卷機構(gòu)引出,收卷機構(gòu)將鋰電池原材料收卷為電池:但是在收卷過程中,由于收卷速度和放卷速度不一致,造成鋰電池材料的張力發(fā)生變化,因此需要張力檢測機構(gòu)檢測出料帶張力的大小,控制放卷機構(gòu)的放卷速度,形成一個張力控制系統(tǒng)的閉環(huán)。線速度檢測機構(gòu)的作用是檢測傳送帶的線速度。
鋰電池材料通過直流電機控制的放卷機構(gòu)引出,由伺服電機控制的收卷機構(gòu)卷成一個電池。放卷速度和收卷速度不一致時,張力輥將偏離平衡位置,當(dāng)收卷速度大于放卷速度時,張力輥向右方向偏轉(zhuǎn),當(dāng)收卷速度小于放卷速度時,張力輥向左方向偏轉(zhuǎn)。